Les caractéristiques d'une pièce
-
L’esthétique
Dans la conception de pièces plastique l’esthétique est un point primordial. L’apparence des pièces assure également sa qualité lorsqu’on la manipule. En fonction des caractéristiques de la pièce, si elle est visible ou non sur le produit final, nous accorderons une importance différente au visuel mais sa qualité restera maximale.
La définition de l’esthétique de la pièce est définie par le client, elle est ensuite conceptualisée afin de créer un moule qui permettra à la pièce de correspondre exactement aux attentes de durabilité, de fonctionnement, de robustesse, d’esthétique et des couts. Le moulage permettra d’affiner le design et d’obtenir le meilleur résultat possible, celui-ci sera vérifié par des tests, le prototypage sera l’étape finale de la conception avant de passer à la phase de conception de l’outillage.
-
Les différents points d’injections
Tout au long du processus de conception il est important de prendre en compte la finition de surface qui est recherchée.
Pour cela il faut alors penser aux différents points d’injection qui seront visibles ou obligatoires lors de la fabrication de la pièce par l’injection plastique.
L’injection plastique va se différencier des autres processus de fabrication en 4 caractéristiques techniques, la matière sera alors soumise à différente contraintes, qu’il faut prévoir lors de la conception.
-
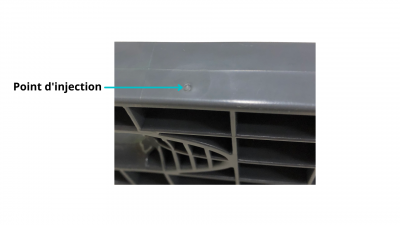
Le point d’injection
On retrouve des points d’injection sur chacune des pièces qui sont fabriquées par l’injection plastique.
Le point d’injection se crée lorsque la matière entre dans le moule. Il faut alors réfléchir en amont où se situera ce point, il est préférable de le positionner au plus près des zones massives pour pouvoir compenser ce retrait.
-
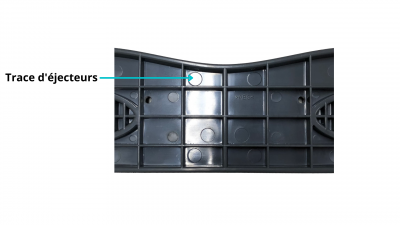
Les traces d’éjecteurs
Lors de la fabrication la pièce va être éjecter et la force exercée par les éjecteurs va alors laisser sur la partie intérieure de la pièce de légères traces de formes ronde ou rectangulaire.
Il faut alors définir sur quel côté de la pièce il est possible de laisser ces marques sans affecter l’aspect.
-
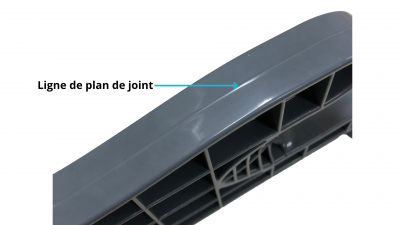
La ligne de plan de joint
La frontière entre les deux parties du moule se nomme la ligne de plan de joint. Pour sélectionner le plan de joint qui sera le plus adapté à notre pièce il faut déterminer lequel permettra au mieux d’extraire la pièce de chaque demi-moule. Le contact entre chaque partie du moule laissera alors une légère marque en forme de ligne sur la pièce.
Avec ce plan de joint la pièce est démoulable avec un moule en deux parties.
Le plus souvent, si la pièce est simple, le plan de joint se trouve là où la pièce est la plus large pour s’assurer que la pièce sera bien démoulable.
-
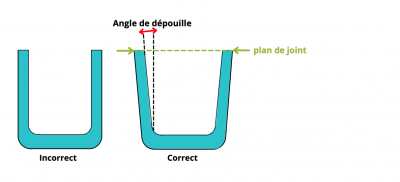
Les dépouilles
Les dépouilles sont à prévoir lors de la conception de la pièce plastique.
Il est souvent difficile de sortir une pièce d’un moule avec des parois perpendiculaire au plan de joint.
Si vous prévoyez de mouler des pièces ou si lors du processus vous changez de procédé de fabrication, vous prenez alors des risques si vous n’avez pas prévue d’aménager une dépouille.
La dépouille va permettre à la pièce de se détacher plus facilement de l’empreinte, à noter que plus la hauteur à démouler est importante, plus la dépouille doit être importante.
Lors de la conception il faut alors prévoir l’angle de dépouille maximal.
(On considère généralement qu’il faut donner à la dépouille une inclinaison d’un degré par segment de 25mm de profondeur dans l’empreinte.)
-
Les couleurs
Pour choisir la couleur de la pièce finale il faut définir si la pièce sera visible ou non pour déterminer l’importance de son aspect et de ses finitions.
-
Les plastiques vierges
Laisser le plastique tel quel est une solution économique, on choisit souvent cette solution lorsque l’aspect de la pièce n’a pas une grande importance. Généralement les plastiques qui ne sont pas transformés à l’aide de colorants sont de couleurs blanches.

-
Les transparents
La transparence peut être possible, pour cela il faut choisir un plastique dont les propriétés le permettent.

-
Les noirs
La couleur noire est fréquemment utilisée en injection plastique, c’est une couleur économique, elle donne un aspect plutôt bien fini à la pièce et c’est un bon protecteur anti-UV.

- Les couleurs standards
Les couleurs dites « standard » sont des coloris fréquemment utilisés, c’est une solution économique pour les petites séries.

-
Les couleurs spécifiques
Des couleurs « spécifiques » peuvent être injectées, ont les obtient alors grâce à un échantillon, un Pantone ou un RAL. Ce mélange est alors plus couteux et adapté aux plus grandes séries.

-
Les marquages
-
Marquage laser
Marquage par décoloration
Le faisceau laser interagit avec des pigments ajoutés dans le mélange maitre. Ces pigments vont changer de couleur, virant le plus souvent au noir ou au gris. De quoi marquer des données facilement lisibles et de manière indélébile.
Marquage par ablation de matière
Ce type de marquage consiste à éliminer, par évaporation, une surcouche (en général peinte) recouvrant la pièce à marquer ce qui permet alors de créer un contraste.
Codage laser
L'exigence de traçabilité et/ou d'authentification des produits impose de plus en plus le codage de données (numéros de lot, codes-barres, data matrix, etc.). La solution laser offre de nombreux avantages : faibles coûts, cadences élevées, fiabilité, capabilité, etc.
Sans oublier l'infinité des données codables et la multiplicité des matières plastiques utilisables.

-
Marquage à chaud
Le Marquage à chaud permet le marquage d'un produit par le transfert d'un film or, argent ou tout autre coloris mat ou brillant. Ce procédé permet de restituer l'aspect métallique de l'or ou de l'argent sur tout type de forme et de matière. Le marquage a chaud permet aussi la dépose d’image quadrichromie.
-
Marquage tampographie
Le marquage par tampographie est un procédé d’impression indirect avec transfert par tampon. Ce procédé est adapté à tous type de formes, de graphisme, de pièces et de supports. Ce procédé à l’avantage d’offrir une finesse et un contour des traits, il n’a aucune limite de couleur.

-
Texte en relief
L’injection plastique permet la personnalisation des pièces en y ajoutant un logo ou du texte. Pour insérer du texte en relief il faut une police plutôt grande et ronde pour faciliter l’usinage du métal au niveau de l’empreinte. Le texte peut être en positif (en creux dans le moule) ou en négatif (en relief dans le moule).
